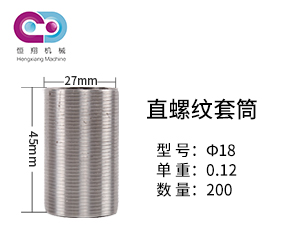
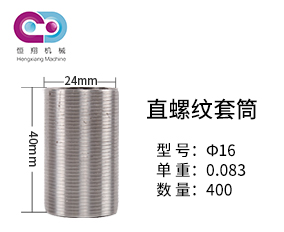
鋼筋直螺紋套筒就是將待連接鋼筋端部的縱肋和橫肋用滾絲機采用切削的方法剝掉一部分,然后直接滾軋成普通直螺紋,用特制的直螺紋套筒連接起來,形成鋼筋的連接。該技術、便捷、快速的施工方法和節能降耗、提益、連接質量穩定可靠。

鋼筋直螺紋套筒技術
1、剝肋滾軋工藝
(1)鋼筋端部切平;
(2)專業剝肋滾絲機對端部剝肋、滾絲;
(3)用連接套筒對接鋼筋。
2、特點
(1)接頭強度高,可100%發揮鋼筋抗拉,抗壓強度,滿足中國標準(JG/T 163-2013)、美國標準(UBC1997)、英國標準(BS8110)、法國標準(NF35-20-1)、德國標準(DIN1045)、ISO/WD15835(草案)等國內外相關標準要求;
(2)操作簡單,不需要專業技工,現場連接速度快;
(3)生產效率高,每臺班可生產300-500個絲頭,提前預制,不占工期;
(4)經濟,設備投資少,成本低;
(5)環保、安全,不受環境及氣候影響。
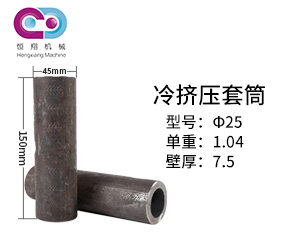
套筒擠壓連接是將需要的連接的鋼筋(應為帶肋鋼筋)端部插入特制的鋼套筒內,利用擠壓機壓縮鋼套筒,使它產生塑性變形,靠變形后的鋼套筒與帶肋鋼筋的機械咬合緊固力來實現鋼筋的連接。這種連接方法一般用于直徑為16~40mm的Ⅱ級,Ⅲ級鋼筋(包括余熱處理鋼筋),分徑向擠壓和軸向擠壓兩種。

操作要點
1)使用擠壓設備(擠壓機、油泵、輸油軟管等整套)前應對擠壓力進行標定(擠壓力大小通過油壓表讀數控制)。
有下列情況之一的就應標定:擠壓設備使用前;舊擠壓設備大修后;油壓表損強列振動后;套筒壓痕異常且其它原因時;擠壓設備使用超過一年;已擠壓的接頭數超過5000個。
2)要事先檢查壓模、套筒是否與鋼筋相互配套,壓模上應有相對應的連接鋼筋規格標記。
擠壓操作時采用的擠壓力、壓模寬度、壓痕直徑或擠壓后套筒長度的波動范圍以及擠壓道數,均應符合接頭技術提供單位所確定的技術參數要求。
3)鋼筋下料切斷要用無齒鋸,使鋼筋端面與它的軸線相垂直。不得用鋼筋切斷機或氣割下料。
4)高壓泵所用的油液應過濾,保持清潔,油箱應密封,防止雨水、灰塵混入油箱。
5)配套的鋼筋、套筒在使用前都就檢查,要清理壓接部位的不潔特(銹皮、泥沙、油污等);要檢查配套是否合適,并進行試套,如果發現鋼筋有彎折、馬蹄形(個別違規用鋼筋切斷機切斷的才會出現這樣的端面)或縱肋尺寸過大的,應予以矯正或用手抻砂輪修磨。
6)將鋼筋插入套筒內,要使深入的長度符合預定要求,即鋼筋端頭離套筒長度中點不宜超過10mm(在鋼筋上畫記號,以與套筒端面齊平);對正壓模位置,并使壓模運動方向與鋼筋兩縱肋所在的平面相垂直,以保證大壓接面能處在鋼筋的橫肋上。
7)可采用兩種壓接順序:一種是在施工現場的作業工位上,通過套筒一次性地將兩根鋼筋壓接(宜從套筒中央開始,并依次向兩端擠壓);別一種是預先將套筒與1根鋼筋壓接,然后安裝在作業工位上,插入待接鋼筋后再擠壓另一端套筒。
8)操作過程中應特別注意施工安全,應遵守高處作業安全規程以及各種設備的使用規程,尤其要對高壓油液的有關系統給予充分關照(例如高壓油泵的安全閥調整、防止輸油管在負重或充壓條件下拖拉以及被尖利物品刻劃、各處接點的緊密可靠性等)。
9)要求壓接操作和所完成的鋼筋接頭沒有缺陷,如果在施工過程中發生異常現象或接頭有缺陷,就應及進處理防治。發生異常現象和缺陷除了與操作因素有直接關系之處,還與所用設備有關。
具體可見:JGJ108-96帶肋鋼筋套筒擠壓連接技術規程
它們大的區別就是:
直螺紋套筒是靠兩把管鉗把鋼筋與套管上緊,來連接兩根鋼筋。
套筒擠壓連接是通過擠壓機械將套管擠壓來卡住鋼筋以連接兩根鋼筋。
并且在建筑工程施工中使用直螺紋套筒和冷擠壓套筒施工都比傳統焊接快,操作簡單,技術容易掌握。降低工程成本。