冷擠壓鋼筋套筒連接方法及措施:

1. 固定操作工人,并對操作人員進行技術培訓。
2. 擠壓連接前,鋼筋端部標出定位標志和檢查標志,定位標志是標示鋼筋與套筒的位置,由于鋼筋套筒擠壓后伸長,定位標志進入接頭,所以設檢查標志檢驗鋼套筒位置是否正確。
3. 擠壓時必須從接頭中間壓痕標志開始依次向兩端進行。
4. 為提高工效,在加工廠區(qū),將套筒與鋼筋連接,完成擠壓頭的一半,在現場擠壓另一半,但半成品要架起放置,防止擠壓筒內被污染。
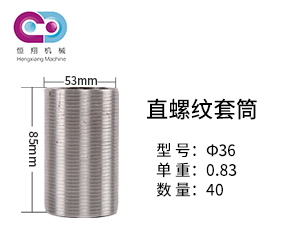
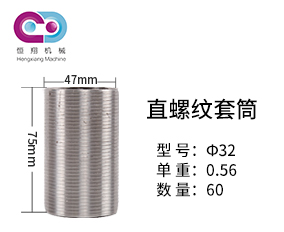
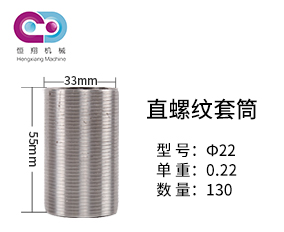
5. 冷擠壓套筒與鋼筋規(guī)格要相符,不得以大代小,當鋼筋變直徑時,若鋼筋相差一個等級,則可用大直徑的套筒,若鋼筋相差兩個兩個等級,則必須增加一個過渡段。(如,一些柱子的鋼筋由Φ32變?yōu)棣?0,則套筒為Φ40連接Φ40-Φ36鋼筋,之后,再用Φ36套筒連接Φ36-Φ32鋼筋。)
6. 冷擠壓的壓膜必須等規(guī)格使用,當連接不同直徑鋼筋時,應根據兩遍的鋼筋直徑采取相應的壓膜。
7. 擠壓連接完成后,要及時調直,偏折角度小于等于4度。
加強質量檢查工作,質量檢查分為外觀檢查和拉伸試驗兩部分。